
为什么您需要我们的服务,您知道您将获得高素质的专业人士,他们拥有专业知识和经验,可以确保您的项目正确完成并发挥作用。
陶瓷常用的成型方法有干压成型、型铸成型和注射成型,其中干压成型是应用最广泛的成型工艺,也是微波介质陶瓷、半导体陶瓷零件等特种陶瓷的主要成型工艺。
1.干压
干压成型又称压缩成型,是最常用的成型方法之一。干压成型是将造粒后的适当粉末装入金属模具腔中。通过压头施加压力,压头在模腔内位移传递压力,使模腔内的粉末颗粒重新排列、压实,形成具有一定强度和形状的陶瓷坯料。
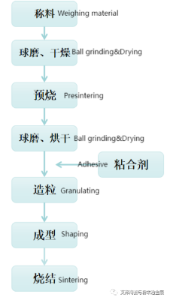
干压成型工艺
2、干压机的工艺原理及影响因素
1)工艺原理
干压成型的本质是在外力的作用下,颗粒在模具中相互靠近,并借助内摩擦力将颗粒牢固地连接起来,保持一定的形状。这种内部摩擦作用在彼此靠近的外围粘合剂的薄层上。
随着压力的增加,坯料会改变形状,相互滑动,间隙减小,接触逐渐增加,相互粘连。随着颗粒进一步靠近,胶体分子与颗粒之间的作用力增强,从而使坯体具有一定的机械强度。
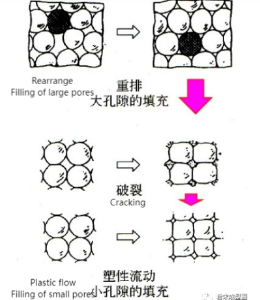
加压过程中粉末颗粒的变化
2)影响因素
影响干压成型的主要因素有:
综上所述,如果坯料颗粒级配合适,粘结剂使用正确,加压方法合理,干压法也能得到比较理想的坯料密度。
3、干压成型的分类
根据压头和模腔运动方式的不同,干压成型可如下:
两侧压力分为两侧同时压力和两侧压力,其中两侧压力是指两侧先后压力。由于顺序加压,压力传递比较彻底,有利于气体排出,作用时间长,所以坯体的密度比前两者更均匀。

干压成型示意图及坯体内密度分布
4、干压成型的特点
1)干压成型的优点:
2)干压成型的缺点:
大型坯体生产难度大,模具磨损大,加工复杂,成本高。
压力只能是上下压力,压力分布不均匀,密度和收缩不均匀,会产生开裂、分层等现象。然而,随着现代成型方法的发展,等静压成型逐渐克服了一个缺点。

干压坯常见缺陷
5、干压成型的应用
干压成型在精密陶瓷生产中是常用的成型方法,特别适用于微波介质中陶瓷密封圈、陶瓷阀芯、陶瓷衬板、陶瓷衬里等各种断面厚度较小的陶瓷制品。陶瓷器件、手机陶瓷盖板、半导陶瓷零件等领域也得到广泛应用。
干压成型体密度高、内部气孔少、尺寸准确、烧成收缩小、机械强度高、无需干燥、形状规整、统一性好、电气性能好、效率高,适合大批量连续生产,低成本。如果坯料颗粒级配合适,粘结剂使用正确,加压方法合理,干压法也能得到比较理想的坯料密度。
这文章转载自 www.cmpe360.com
为什么您需要我们的服务,您知道您将获得高素质的专业人士,他们拥有专业知识和经验,可以确保您的项目正确完成并发挥作用。
如果您想免费咨询,请开始填写表格:
在您的收件箱中接收销售信息、新闻和更新。

 闽ICP备19012761号-1
闽ICP备19012761号-1