
为什么您需要我们的服务,您知道您将获得高素质的专业人士,他们拥有专业知识和经验,可以确保您的项目正确完成并发挥作用。
完美密封的电子封装能够数十年如一日地实现其预期功能,不会中断、出错,也不会显著降低性能。然而,设计和现场工程师只有运用合适的材料和密封剂,并采用正确的工具、设备和工艺步骤,才能达到这种性能水平,从而构建下一代半导体驱动的电子封装。良好密封的封装所带来的信心必然会推动开发出功能更丰富、性能更卓越的芯片。
作者:RAMESH KOTHANDAPANI,MATERION CORPORATION 微电子封装技术总监
气密密封是半导体芯片封装的重要工艺。“气密”一词在此指防泄漏密封。半导体芯片需要经过多个工艺步骤,从晶圆开始,切割成单个芯片,最终形成独立的封装。这些芯片通过芯片粘接环氧树脂或共晶焊料牢固地粘合到芯片焊盘上。然后,它们通过极细的导线与陶瓷封装焊盘进行电连接。
陶瓷封装(实际上是一种“芯片载体”)通常采用多层结构,其陶瓷主体内部设有电气馈通。这些层内部连接到封装的底部或侧面,以便与其他电子元件一起安装到印刷电路板上。多种封装可用于芯片键合,包括引线芯片载体 (LCC)、陶瓷四方扁平封装 (CQFP) 和四方扁平封装 (QFP) 等。
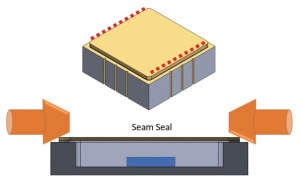
陶瓷封装采用缝密封,用两个平行运行的电极熔化盖子并将其密封到陶瓷或金属封装上。
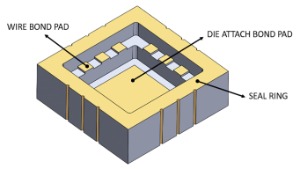
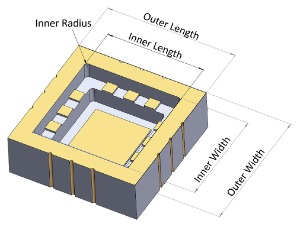
带有密封环和引线及芯片键合垫的陶瓷封装。
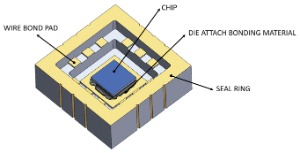
带有芯片附件的陶瓷封装。
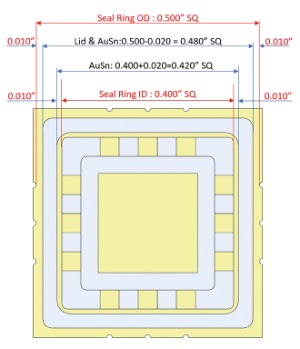
带密封环尺寸的陶瓷封装。
包含带有引线键合的芯片的陶瓷封装最终必须被密封,以防止诸如湿气或松散颗粒等污染物的进入。
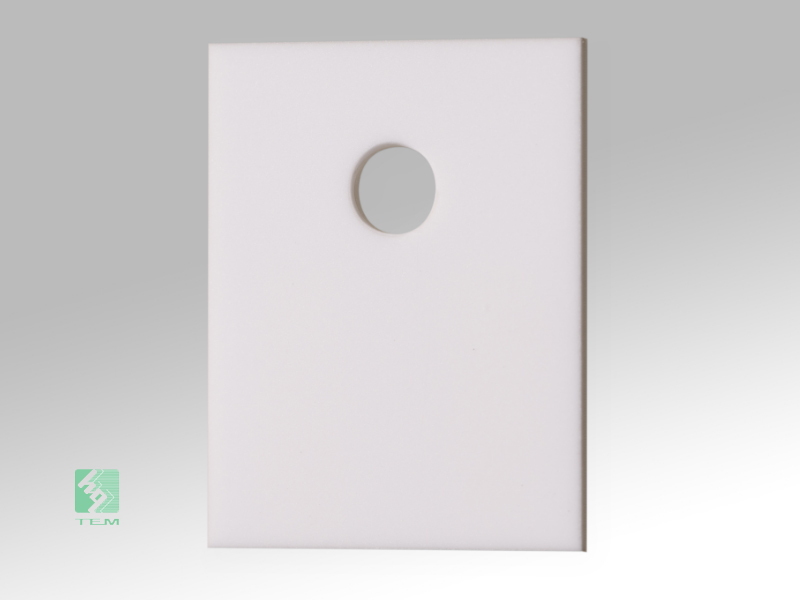
气密密封工艺对于确保组件的运行可靠性至关重要。图1展示了半导体芯片及其数百条非常细的引线键合。这些芯片的尺寸从几毫米到几十毫米不等。较小的芯片可能只有较少的引线键合,而较大的芯片则可能有数百条。这些键合比人的头发还要细,直径小至0.0007英寸(17.78微米)。
封装盖和焊料的设计指南。
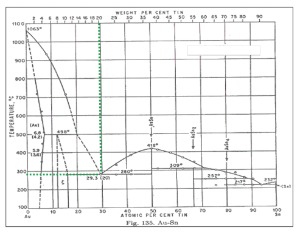
图 7. 金锡相图。
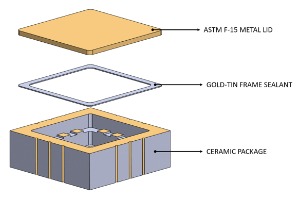
陶瓷封装、焊接框架和镀金属盖的分解图。
分立芯片包含微机电系统 (MEMS),其包含肉眼无法看到的超精细齿轮、时钟和移动执行器。任何沉积在这些芯片上的颗粒都可能影响其性能。同样,由于键合的细线彼此之间距离过近,导电颗粒或线间湿气可能会导致故障。这使得组装封装的正确气密性变得更加重要。
在关注密封过程之前,了解用于密封的材料、其局限性、设计指南、存储和处理过程非常重要。
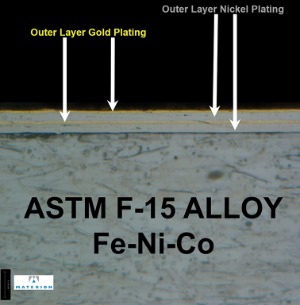
依次镀镍和镀金的四层横截面图像。
例如,陶瓷封装有以下几种类型:
• 表面贴装陶瓷封装
• 陶瓷针栅阵列封装
• 陶瓷四方扁平封装
• 陶瓷混合封装
• 光纤通信套件
• 粘合材料或焊料
• 必须附着在封装上的组件,例如芯片、芯片附着材料、电线等。
根据所需的密封程度,封装需要经过一到两次密封过程:用金属盖进行接缝密封,或用镀金属盖进行焊接密封。
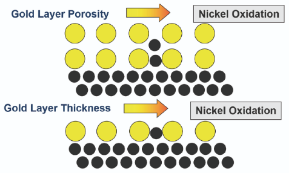
镍迁移过程。
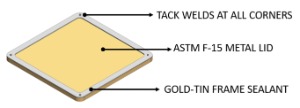
框架盖组件。
在角落处点焊点。
用金属盖密封:
这是一种可靠的气密密封工艺,一对圆形电极环绕盖子边缘,将盖子熔化并熔合到封装的密封圈区域。接缝密封在以下情况下非常有用:
• 半导体芯片无法承受高温。接缝密封可实现局部边缘加热。
• 用户可能不具备回流焊能力。
• 最终应用与RF相关,需要低水平的密封性(即RF封装)。
采用镀金属盖焊接密封:
该工艺还能实现高度可靠的气密密封。我们已进行多项密封后测试,以验证其有效性。
所有封装类型都有一些共同的特点,包括使用芯片键合焊盘、引线键合焊盘和密封环。图3显示了陶瓷封装的一些关键特性。
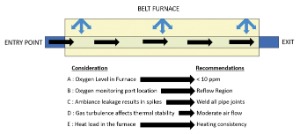
图 13. 使用带式炉实现有效密封的关键参数控制和建议。
芯片贴片焊盘:这是利用共晶焊料合金或环氧树脂材料粘贴半导体芯片的区域。环氧基芯片贴片胶通常由树脂和固化剂组成,必须充分混合后才能涂抹到芯片焊盘上。然后将芯片放置到位,并用压力擦拭,使其开始润湿并释放粘合材料中残留的气体。组件在高温下固化使其变硬,这是一个潜在的棘手过程,必须进行适当的控制。
88Au12Ge 和 80Au20Sn 均可用作共晶焊料。它们的熔点分别为 361°C 和 280°C。考虑到夹具和其他组件的热量损失,设定温度通常会更高。这两种共晶焊料均为纯合金,不含任何粘合剂或键合剂。
芯片粘接材料的选择取决于芯片以及粘接剂可能接触的其他邻近材料的热膨胀系数 (CTE)。此外,还必须确定熔化和固化的温度和条件。

真空炉内腔。
芯片附着后密封条件:
验证牢固键合并确保释放残留气体至关重要。供应商通常会提供固化说明和工艺步骤,以去除有机物和粘合剂。否则,在焊料密封过程中可能会释放氢饱和碳氢化合物或水分。封装内的残留气体会对其整体电气性能和使用寿命产生负面影响。
因此,良好控制的芯片贴装工艺对于实现无空洞键合至关重要。然而,封装后验证成本高昂,且可能产生不规则或误导性的结果。因此,必须密切关注储存条件、有效期、混合比例、使用期限以及每单位每班次所需的用量。此外,还存在从环境中吸收水分的可能性。
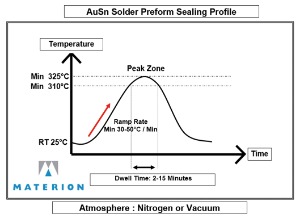
金锡回流曲线。
密封圈:
这是陶瓷封装中气密密封最重要的部件之一。与芯片和引线键合焊盘的情况一样,密封环的几乎整个表面都用于焊接工艺。密封环表面通常多孔,并镀有镍和金,这可能导致镍在高温下迁移到密封环。这反过来又可能导致针孔和焊料空洞。因此,小心操作和温度控制至关重要。
有效的密封:逐步
成功的密封取决于几个因素,包括:
• 封装密封圈设计指南
• 密封剂和盖子材料的选择
• 密封方法和过程控制
• 密封后测试和故障排除
• 下一代包装材料选择
包装密封圈的设计指南:
考虑密封盖及其焊料的尺寸。外部密封环、金属盖和金锡框架是关键的设计元素。例如,如果封装密封环外部长度和宽度为 0.500 英寸见方,则盖子的尺寸应为 0.500 英寸 - 0.010 英寸 - 0.010 英寸,即 0.480 英寸见方。
接下来是确定金锡焊料的内径。为此,必须同时考虑内径和外径。如果密封环内径为0.400英寸见方,则金锡焊料的内径应为0.400英寸+0.010英寸+0.010英寸,即0.420英寸见方。内径和外径对于整体设计也很重要,焊料和盖子的厚度也很重要。这些尺寸将取决于最终封装的尺寸。0.010英寸的间隙取决于密封环的可用空间。外部间隙可低至0.002英寸,如果密封环较窄,内部密封环的间隙也几乎同样低。
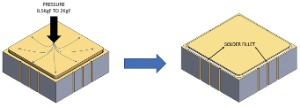
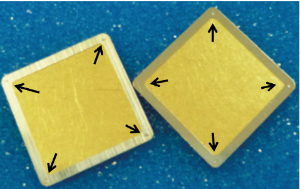
图 16:左图:施加压力后的组装。右图:采用焊锡圆角进行后密封。
密封材料的选择:
市面上有多种适用于防漏密封接头的焊料合金和共晶焊料。金锡焊料已被证实特别适用于将金属盖板与陶瓷或金属封装粘合。80% 金/20% 锡的焊料在 280°C 时熔化,并且在温度循环测试中保持良好状态。
80% 金/20% 锡合金的制造必须含有极少的杂质,并且必须在其标称重量百分比范围内才能实现良好的结合。
• 金锡纯度:热导率降低
• 金锡污染:氧化物、有机物
• 金锡界面接触面积
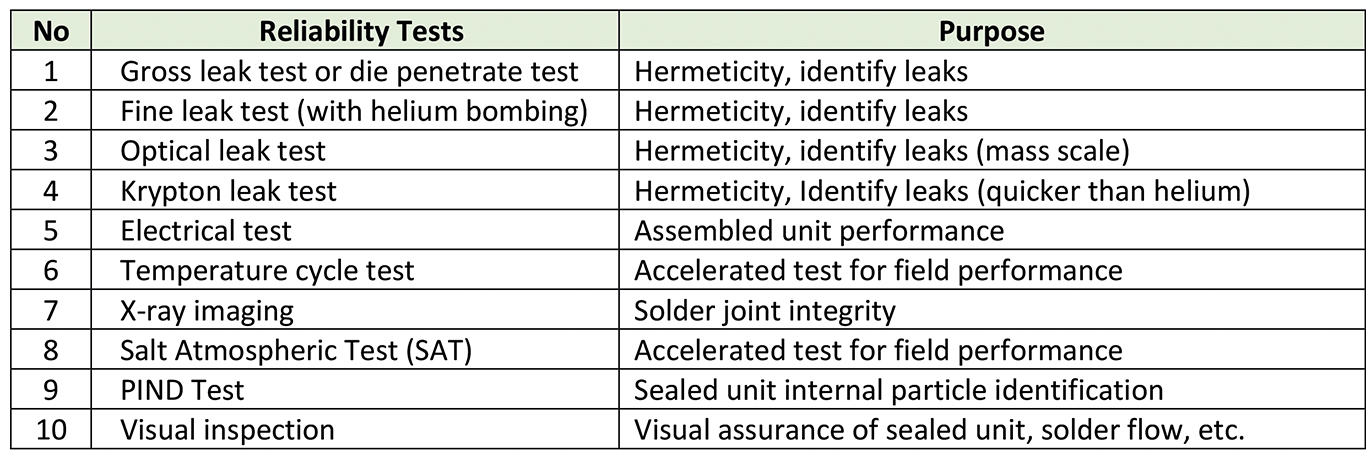
各种可靠性测试。
盖板材质选择:
金属盖是铁、镍和钴的合金,也称为 ASTM F-15。为了使金锡焊料与封装牢固结合,必须对金属盖进行充分处理。铁 (Fe) 元素含量超过 50% 的金属盖可能会随着时间的推移而氧化。裸露的金属盖无法使金锡焊料润湿。因此,可靠的镀金至关重要。
盖子先镀上100至350微英寸厚的镍,然后再镀上50微英寸厚的金。为了满足高可靠性应用的需求,还会额外镀上镍和金,但两层镍膜的厚度总和不得超过450微英寸,而镀金膜的厚度总和必须至少为50微英寸。这样做的目的是防止边缘过度堆积,否则最终可能会对气密性造成负面影响。下图展示了四层镀层盖子的横截面。
有效电镀:
电镀工艺至关重要。例如,必须避免边缘积垢。电镀槽和化学维护都至关重要。需要注意的是,这种电镀并非出于美观的目的,而是为了实现高质量的气密密封而设计的,这也需要良好的焊料结合。维护不当的电镀可能会滞留有害气体。
镀后测试可用于检查镀层质量,特别是量化镀层膜中的氢含量。
出于预防目的,应定期维护电镀槽并检查电镀槽的化学成分。有时,在最后阶段电镀后,也会进行电镀后烘烤,烘烤温度为较低温度(120°C 至 150°C 之间),烘烤时间持续 8 至 12 小时。
长时间高温烘烤可能会导致内层镍迁移至金层,影响焊料润湿性。金锡焊料合金无法与镍润湿。如果镀层过薄或镀层表面孔隙率高,也可能出现镍迁移。
密封方法和过程控制
• 点焊或定位焊:金锡焊料必须通过点焊或定位焊附着到镀层盖上。此工艺对于避免错位和其他可能最终影响密封良率的缺陷至关重要。对于必须在最终密封前将框架和盖板组装为单个组件的最终用户来说,这也能带来额外的好处。点焊只需要四个角上极少量的共晶金锡焊料熔化并附着到镀层盖上即可。
• 回流焊设备和工艺控制:在密封之前,选择合适的回流焊设备至关重要。使用金锡或其他焊料进行气密密封需要惰性气体环境;否则,氧化可能会影响密封的完整性。如果使用带式炉,则必须严格监控维护和密封曲线。应跟踪和控制回流焊室内的氧气含量。如果选择真空密封炉,也需要进行类似的监控,真空密封炉还能去除有害气体。在这两种情况下,设备性能最终都将决定气密密封的质量。
金锡密封轮廓:以下是金锡密封轮廓的关键考虑因素:
• 升温速率:升温速率必须缓慢平缓。这有助于释放各种部件中的气体,而不会导致镍迁移。镍迁移可能是由于升温速度过快造成的,尤其是在多孔镀层的情况下。真空炉会排出所有逸出的气体,而带氮气压力的带式炉也应如此。
• 峰值温度:共晶金锡焊料的熔化温度为 280°C。除了密封元件外,固定装置、夹子和其他材料也会吸收热量。一旦焊料和盖子达到峰值温度,目标应该
包括完全去除气体、焊料完全流动、焊锡条形成以及消除针孔或空洞。暴露于峰值温度的时间非常主观,取决于产品尺寸、装配工具和条件。在关键工序进行时缩短暴露时间可以发现故障模式,这些故障模式可以通过目视、泄漏测试或X射线观察。
• 从峰值区域逐渐下降:产品冷却也必须逐步进行,因为突然冷却或将产品从烤箱中弹出可能会造成很大危害。
• 应在金锡焊料上施加足够的压力,以实现良好的密封连接。有趣的是,只需约 0.5 至 4 公斤力即可。在所有情况下,压力都会从盖子向下传递到金锡密封胶(参见图 16)。如上所述,这种压力在峰值温度阶段非常有用,可以压紧盖子并挤出熔融的焊料,形成焊点。
密封夹:
市面上有许多不同类型的夹子可供选择。根据包装类型和产量,压力夹可以定制和制造。如果需要提高产量,还应考虑使用对准夹具。
密封后可靠性测试:
密封后可靠性测试旨在验证工艺和材料选择。测试将逐一进行,涵盖多个不同级别的测试。所有列出的测试详情请参阅标准 Mil-883 指南。
下一代封装材料选择:这些测试旨在确认气密性。同样,有效的封装工艺可以显著延长封装在现场的使用寿命。许多应用,例如安装在卫星或航天器上的板级模块,无法进行更换或维修。因此,即使在最恶劣的条件下,它们也能持久耐用。
各种新材料和新工艺正在涌入市场。例如,针对下一代气密密封应用,目前已有一系列创新型盖板可供选择。这些盖板包括用于光通信的气密盖或Visi-Lids、用于电磁鼻控的非磁性组合盖,以及用于抑制封装中氢气释放的吸气组合盖。
本文最初刊登于《电力电子世界》2024 年第 1 期。
为什么您需要我们的服务,您知道您将获得高素质的专业人士,他们拥有专业知识和经验,可以确保您的项目正确完成并发挥作用。
如果您想免费咨询,请开始填写表格:
在您的收件箱中接收销售信息、新闻和更新。

 闽ICP备19012761号-1
闽ICP备19012761号-1