
为什么您需要我们的服务,您知道您将获得高素质的专业人士,他们拥有专业知识和经验,可以确保您的项目正确完成并发挥作用。
随着材料技术的发展,先进陶瓷以其良好的性能广泛应用于航空航天、半导体等领域。但很多陶瓷产品在应用中往往会涉及微孔加工,比如在电子封装领域,需要有微孔来满足芯片导电和引脚固定的封装要求,并实现元件高度集成和散热功能要求,陶瓷基板表面微孔和簇阵列的打孔质量至关重要。

陶瓷钻孔
然而,先进陶瓷等先进陶瓷的精密加工一直是难点。如果采用传统的加工方法,很容易产生裂纹、重铸层等加工缺陷,甚至造成开裂,加工废品率高。目前,“激光加工”作为一种新型非接触加工技术,代替传统机械加工对硬脆陶瓷材料进行微孔加工,已成为近年来加工制造业的研究热点。
| 陶瓷材料的其他常见加工方法 | ||
| 加工方法 | 加工原理 | 坏处 |
| 机械加工 | 材料脆性断裂 | 易碎、加工精度低 |
| 放电加工 | 电火花加工 | 陶瓷材料电阻率高、熔点高,导致电火花加工难度大、加工效率低、污染环境。 |
| 超声波加工 | 振动,磨料对反复冲击材料表面,使其破碎并脱离材料基体,实现去除 | 加工速度更慢,刀具磨损更严重 |
陶瓷基板激光钻孔加工
1、激光打孔的优点
激光加工作为一种新型精密加工方法,以其高效率、高精度和非接触式(即无刀具磨损)加工特点,在以陶瓷材料为代表的高硬度、高脆性、高熔点材料钻孔、切割、焊接等加工技术领域具有显着优势。主要如下:
(1)加工效率和精度高,具有大规模生产和应用的现实可能性。
(2)高能激光束脉冲时间短,瞬时峰值功率极高,作用时间相对较短,加工对象范围广。
(3)激光加工不需要刀具与材料直接接触,无表面应力,加工区域缺陷较少,可以进行尺寸较小、难度较大的精密加工。
(4)激光加工系统易于与信息数字技术融合,实现光、电、计算机的智能化集成,产业化前景良好。
(5)材料利用率高,降低加工成本
2.激光打孔原理
激光加工陶瓷微孔并去除孔内物质的过程是一个复杂的过程,其中包括多个物理场的耦合和多个化学反应的同时运行。具体来说,激光加工中材料的去除机理可分为以下几个方面。
01 加热效应
激光去除材料的加工主要是通过热效应来实现的,通过热量的输入,材料呈现出多种不同的物理状态.
激光材料去除过程分为三个阶段。首先,材料上的激光能量辐射将材料加热至熔点,形成熔池。因此,处于熔融状态的材料具有较高的吸收率,因此熔池会进一步加深,材料的气化比例会增加,形成较强的热应力场。在热应力场的作用下,熔槽内的物料以气体形式飞出或以液体形式飞溅。然后进入第二阶段,在激光的连续作用下,微孔内的材料不断被去除,这是稳定成形阶段。最后,在第三阶段,连续的激光能量在微孔和微孔口处诱发出大量的等离子体,这些等离子体对激光产生很强的屏蔽作用,一方面阻止激光辐射进入孔内,另一方面,防止孔内气体和液体物质的排出。
02 力效应
激光去除材料过程中,温度场受材料温度变化的影响,并产生较强烈的热应力场,对材料的去除起到了至关重要的作用,激光在材料表面受热气化会形成高温高压蒸汽团,与熔池中的熔融物料产生反冲压力,促使熔池中的物料沿孔隙边缘流动。
03 锁孔效应
激光作用于材料,材料发生相变并在孔内汽化。反冲压力将熔化的材料喷射出来,形成小孔。通过对孔内受力的分析,孔形成的前提是孔底部气化物质产生的压力应等于表面张力、静水压力和流动阻力的合力。 。
3、激光四种打孔方式
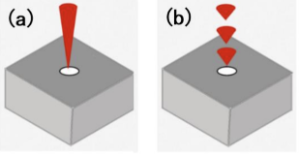
激光打孔常用的方式根据激光轨迹扫描方式分为两种,一种是打孔打孔,即工件在打孔的过程中,激光头移动,找到被加工材料表面后的激光焦点,通过不断地微孔冲头材料去除的脉冲能量,主要有单脉冲冲孔和多脉冲冲孔两大类。
单脉冲冲孔是指每个微孔由单个脉冲加工而成,多脉冲冲孔又称为冲击冲孔,是指每个微孔由多个脉冲重叠加工而成,每个脉冲都会去除加工表面的部分材料,使孔逐渐加深,直至微孔完全透明。
冲孔
另一种是旋转切割方式的冲孔,即同一工件固定,将路径输入CAD软件中,让激光按照一定的路径扫描进行材料去除,常用的包括环扫描冲孔和螺旋扫描冲孔冲孔。
圆形扫描冲孔是指多次同心扫描冲孔,螺旋扫描冲孔是指激光扫描路径是螺旋线的形状。具体加工过程是在圆形扫描路径的基础上增加半径方向的进给运动,如下图所示。
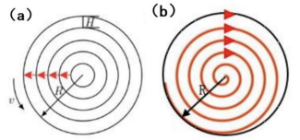
螺旋扫描冲孔
比较:
(1)冲击冲孔加工时间比旋转冲孔少,因此效率较高。处理时间越短代表热输入越小,因此微孔质量越差。相对而言,旋转法利用CAD软件规划扫描路径具有更高的灵活性。同时,最小光斑充分发挥了激光的效率,不仅微孔的圆度大大提高,而且可以实现方形、三角形、多边形等异形孔的加工。
(2)在旋转切割方法中,用于环形旋转扫描打孔的激光通常是纳秒或毫秒激光,其中光束通过光学棱镜一定轨迹的旋转进行扫描。实验可以看出,与冲击法相比,孔壁和孔口圆度都有明显改善。旋切加工有更好的机会排出孔内的熔融材料,因此锥度也大大提高。孔质量高,效率略有降低,但仍能满足快速批量生产的需要。因此,环扫描冲孔适合工业化生产,大批量生产质量要求较高的微孔。
(3)螺旋扫描加工是在切削加工旋转的基础上,加入逐渐向环形中心移动的光斑,从而实现螺旋轨迹的扫描加工。根据实验结果发现,精度、圆柱度、锥度等微孔质量并未得到明显改善。同时,由于点运动的逐渐增加,流程变得更加复杂,效率降低。因此,螺旋扫描钻孔不适合工业上大批量生产。
4、冲裁技术关键指标
激光打孔后,小孔的加工质量需要采用各种量化指标来评价。常见的指标包括孔的大小和形态。就孔尺寸而言,主要考虑两个方面:可直接测量的孔径尺寸和真圆度,以及可间接测量的孔锥度。在孔形貌方面,主要考虑表面形貌和侧壁形貌。
01 孔的大小
(1)孔径尺寸
小孔的孔径是表征其加工能力和精度的最基本参数之一。由于实际加工中小孔的形状多为椭圆形而不是正圆形,因此一般用椭圆最大直径和最小直径的平均值来表示小孔直径。测量方法如图所示。测量进出口直径时,取四个方向的直径d 1 至d 4 ,相邻两个直径的夹角为45°,然后计算平均值。

孔径测量
(2)圆度
圆度通过其实际轮廓相对于理想圆的径向偏移来表征。即表示同一圆心下实际轮廓与理论完美圆的最大半径和最小半径之差。这种差异通常被称为“偏心率”,即长轴和短轴之间的距离除以两者平均值的比例。
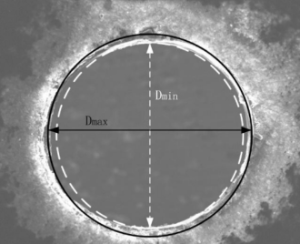
最大和最小半径
(3)锥度
通孔进出口孔径的一致性可以通过锥度尺寸来体现。计算锥度时,我们需要使用下面的公式,其中D1表示入口直径,D2表示出口直径,h为孔深,即材料厚度。

02 孔的形状
在评价加工质量时,需要重点关注孔的形貌,包括孔的表面形貌和侧壁形貌。使用数码显微镜系统和扫描电子显微镜(SEM)等设备。
(1)表面形貌
试样形貌的观察主要是研究孔口是否存在明显的缺陷,如塌边、孔口飞溅、熔料堆积等。研究不同工艺参数下这些缺陷的存在情况以及缺陷的严重程度是优化工艺参数的重要一步。
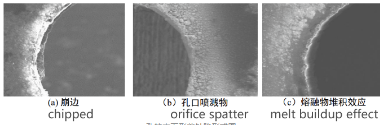
孔的表面形貌形态图
(2)侧壁形貌
孔侧壁形貌的观察对于评估激光加工的质量非常重要。通常涉及使用切割机或其他设备沿孔径分割工件,以确保清晰的目视观察,重点关注是否存在裂纹、剥落和重熔。这些缺陷的存在会影响工件的性能和可靠性。通过观察和识别这些缺陷,可以帮助加工者改善激光加工参数,优化加工质量,提高工件的可靠性和寿命。

侧壁形貌孔缺陷形态图
本文转载自https://www.360powder.com/info_details/index/11161.html
为什么您需要我们的服务,您知道您将获得高素质的专业人士,他们拥有专业知识和经验,可以确保您的项目正确完成并发挥作用。
如果您想免费咨询,请开始填写表格:
在您的收件箱中接收销售信息、新闻和更新。

 闽ICP备19012761号-1
闽ICP备19012761号-1